The fashion market moves fast, and the brands that thrive are the ones that partner with manufacturing partners who understand quality, reliability, and ethics as tightly as they understand design. Whether you’re launching a private-label line, an activewear collection, or a luxury capsule, the right clothing manufacturer can be the difference between a successful season and a struggle with delays, quality issues, or unsatisfied retailers. This guide helps you identify top-rated manufacturers, evaluate potential partners, and build a sourcing plan that scales with your brand while meeting sustainability and compliance expectations.
“A great manufacturer is not just a factory with good output; it’s a collaborative partner who shares your standards, timelines, and customer promises.”
What makes a top-rated clothing manufacturer?
Top-rated manufacturers distinguish themselves across several core dimensions. Here’s a concise framework you can use when evaluating suppliers, along with questions to ask during conversations and site visits.
- Capabilities and capacity: Can they produce your product category (woven, knits, denim, performance wear, luxury garments) at the volumes you need? Do they have the equipment and skilled labor to handle complex construction, trims, embroidery, or dyeing in-house or via trusted partners?
- Quality control and consistency: What are their QA processes, inspection levels, and defect rate targets? Do they maintain documented quality control plans, first-article testing, and ongoing process audits?
- Lead times and reliability: Are their timelines realistic for your product launch? How do they handle backlogs, holidays, or supply-chain disruptions?
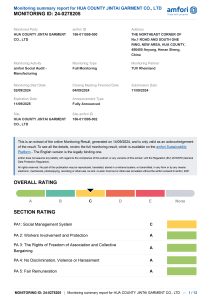
- Ethics and compliance: Do they hold certifications such as WRAP, BSCI, or SMETA? Are factories audited by third parties? Are there policies on child labor, wages, and safe working conditions?
- Traceability and transparency: Can they provide detailed bill of materials (BOM), supplier lists, and chain-of-custody information for fabrics and trims?
- Communication and project management: How quickly do they respond to emails, samples, and change requests? Do they assign a dedicated account manager or production planner?
- Sustainability and material stewardship: Do they offer recycled or organic fabrics, low-impact dye processes, or closed-loop waste programs?
- Cost structure and value: Are pricing, MOQs, and tooling fees clearly documented? Is there room for negotiation without sacrificing quality?
- Technical capability and innovation: Do they leverage PLM (Product Lifecycle Management), ERP systems, or digital documentation to reduce errors and speed decision-making?
- R&D and sampling speed: How quickly can they produce prototypes, fit sessions, and pre-production samples? Are sampling costs transparent?
In practice, the best manufacturers demonstrate consistent performance across these categories, even when you’re operating with tight timelines or ambitious design specs. They also communicate proactively when issues arise, presenting clear corrective actions rather than vague explanations.
How to evaluate potential partners
Use a structured evaluation approach to compare several manufacturers side-by-side. A practical framework includes the following steps:
- Define your requirements first: Product category, fabric types, design features, fit standards, color management, testing needs, and required certifications.
- Request a formal capability brief: Have each supplier outline production capabilities, equipment, lead times, MOQs, sample turnaround, and quality control processes.
- Request references and samples: Ask for two types of samples: a technical sample (to verify construction and finishes) and a small production batch (to assess repeatability).
- Visit the facility (if feasible): Observe cleanliness, organized workflows, worker conditions, and the factory’s automation level. Assess how well teams communicate across departments (procurement, QA, logistics).
- Assess compliance documentation: Review certifications, recent audit reports, and a code of conduct. Check for any open non-conformances and how they were resolved.
- Run a small pilot project: Start with a low-risk line to test packaging, labeling, quality, and supply chain reliability before scaling up.
- Compare total cost of ownership: Look beyond unit price to consider sampling costs, tooling, freight, duties, and potential rework costs.
- Validate support for scaling: Confirm the partner’s ability to ramp up production, manage seasonal surges, and maintain quality at higher volumes.
When scoring suppliers, create a simple rubric (1–5) for each criterion and aggregate the scores. This helps you make an data-driven decision when multiple manufacturers are strong in different areas.
The RFP and sampling journey
An efficient RFP (request for proposal) can save weeks and identify the most compatible partners. Here’s a practical template you can adapt:
- Overview of your brand, target market, and product categories.
- Technical specifications: fabric composition, weight, finish, trim details, print methods, and grading standards.
- Required certifications and audit history.
- Lead time expectations and production calendar.
- Quality control requirements, testing standards, and acceptance criteria.
- MOQ expectations and sample requirements (including costs).
- Logistics preferences: incoterms, preferred carriers, packaging standards, and labeling rules.
- Communication and onboarding needs: point of contact, project timelines, and reporting cadence.
After receiving responses, request calibrated samples that mimic your core product’s complexity. Evaluate fit for sizing, drape, seam quality, color consistency, and finish. It’s not unusual to require 2–3 rounds of sampling before finalizing a production plan.
Quality control, compliance, and ethics
Quality control is not a single metric—it’s a system. A top-rated manufacturer implements a layered QC approach that covers every stage of production:
- In-process inspections at critical junctures (fabric inspection, stitching checks, zipper alignment, button quality).
- First article inspection (FAI) to approve the initial sample before mass production.
- Pre-shipment inspections to verify that finished goods meet specs and packaging requirements.
- Materials traceability for fabrics, trims, and dyes, with batch numbers tied to production lots.
- Testing programs for colorfastness, shrinkage, abrasion resistance, and safety (as applicable to children’s wear or baby textiles).
Ethical and environmental compliance matters not only for brand reputation but also for future-proofing your supply chain. Look for factories with documented social compliance programs, safe working conditions, fair wages, and environmental stewardship. If possible, align with partners who can provide closed-loop or recycled-material options, minimize water usage, and disclose suppliers in the chain to ensure accountability.
Cost, pricing, and value
Pricing models in apparel can be complex. A top-rated manufacturer is transparent about costs and helps you understand where value comes from:
- Unit price vs. total landed cost (TLC): Include fabric, trims, labor, tooling, labor shift differentials, freight, duties, and packaging in your calculations.
- Tooling and development costs that may be amortized over multiple production cycles.
- Sampling charges and what is included in them (e.g., multiple iterations, lab dips, or CAD color approvals).
- Discounts for higher volumes and favorable terms for long-term partnerships.
- Warranty and post-production support (defective-garment replacement policies, rework, or credits).
Remember, the cheapest option is rarely the best long-term choice. The right partner balances cost with quality, reliability, and the ability to scale, which reduces the total cost of ownership and protects your brand equity.
Sustainability and responsible sourcing
Consumers increasingly demand transparency around how clothes are made. A top-rated manufacturer often differentiates itself with robust sustainability practices:
- Responsible fiber sourcing (organic cotton, recycled polyester, other preferred fibers).
- Low-impact dyeing processes and water-reduction strategies.
- Waste minimization, fabric recycling programs, and opportunities to take back end-of-life garments.
- Environmental certifications (Oeko-Tex Standard 100, Bluesign, GOTS for textiles) where applicable.
- Social responsibility programs, fair labor practices, and safe working conditions.
Even if your brand is not positioned as a sustainability leader, choosing partners who are committed to reducing environmental impact can yield long-term R&D benefits, cost savings, and stronger retailer relationships.
Regional landscape and what to expect
The world’s clothing manufacturing hubs offer distinct advantages and trade-offs. Here’s a concise regional snapshot to help you align supplier choice with your product strategy:
Asia
China, Vietnam, Bangladesh, and India remain the largest production ecosystems for apparel. Expect strong technical capability, broad supply networks, and deep specialization. Lead times can vary widely depending on fabric origin, dye requirements, and finished-garment complexity. Capital investments and automation have improved efficiency, though labor costs and exchange rates can influence pricing over time.
Europe and the Middle East
Turkey and parts of Europe offer proximity to Western markets, advanced quality standards, and strong compliance frameworks. They’re particularly attractive for fast fashion with shorter lead times and higher perceived “made in” prestige, though unit costs may be higher than some Asian suppliers for the same volume.
North America
Mexico and Central American factories can provide favorable proximity for U.S. brands, ease of communication, and certain trade benefits. However, capacity for high-volume production of complex textiles can be more limited, so pairing with regional partners for specific categories can be strategic.
Technology and communication that matter
Modern apparel production thrives on digital collaboration. The most capable manufacturers invest in technology and transparent communication channels that reduce errors and shorten cycles:
- Product lifecycle management (PLM) and ERP for real-time BOMs, specs, color approvals, and change tracking.
- Digital sampling with 3D prototypes or CAD-based measurement sheets to accelerate approvals.
- Secure data sharing and version control to prevent miscommunication about specs or changes.
- Vendor management systems that enable clear timelines, milestone tracking, and performance dashboards.
To maximize collaboration, set expectations early about response times, sample turnaround targets, and escalation paths. Establish a shared project calendar and regular status updates to keep momentum without micromanagement.
Common pitfalls and how to avoid them
Avoidable missteps can derail even promising partnerships. Here are frequent issues and practical remedies:
- Overpromising on timelines without factoring development and approvals. Remedy: build realism into milestones and reserve a contingency buffer.
- Inadequate sample testing or skipping FAI. Remedy: insist on a formal FAI and pre-production trials that mirror the final spec.
- Unclear cost breakdowns leading to sticker shock later. Remedy: request a comprehensive cost sheet and a quotation valid for a defined period.
- Poor change-control processes when design changes occur. Remedy: implement a formal change order protocol with impact assessment covenants.
- Unchecked risk of supply chain disruption. Remedy: diversify supplier base for critical components and materials.
By acknowledging these risks and designing robust processes, you can reduce surprises and keep your product on schedule.
A practical example: a hypothetical brand’s sourcing plan
Suppose you’re launching a mid-tier athleisure line with a mix of knit fabrics, performance finishes, and a few printed graphics. Here’s a concrete approach a brand might take with a top-rated partner:
Define fabric choices (recycled polyester blends, elastane content), weight range, and color standards. Establish size ranges, trim specs, label positions, and packaging. Shortlist three manufacturers with established knit capabilities, testing labs, and clear compliance history. Collect capability briefs and references. Issue a formal RFP, receive calibrated samples, and perform FAI across a small batch. Validate color, stretch, and construction with multiple testers. Run a 1,000-piece pilot of core styles with a dedicated QA plan and a single point of contact who reports weekly progress. Compare pilot outcomes against KPIs (defect rate, on-time delivery, color consistency). If satisfactory, negotiate price, lead times, and a scalable production plan.
In this scenario, the chosen partner delivers reliable quality, transparent communication, and a clear plan for increasing volumes as the line grows. The key is to establish expectations early and confirm that the partner can align every stage with your brand standards.
Pre-signing checklist
- Completed capability brief and verified certifications.
- Two calibrated samples approved and stored with a traceable lot number.
- Defined QC plan with acceptance criteria and a plan for corrective action.
- Clear pricing, including tooling, samples, freight, duties, and payment terms.
- Mutual NDA and a draft contract covering IP protection, lead times, and escalation paths.
- Proposed pilot timeline and a ramp-to-full production schedule.
- Contingency plan for potential risks (maternal, political, or natural disruptions).
Having these elements in place reduces the risk of misalignment and supports a smoother path to production success.
Your next steps
Choosing a top-rated clothing manufacturer is less about chasing the lowest price and more about selecting a partner who can consistently deliver high-quality garments on time, with clear communication and responsible practices. It’s about a collaborative relationship where both sides invest in a shared vision for your brand.
If you’re ready to start, here’s a practical action plan you can implement in the next 30 days:
- Draft a 1-page brand brief detailing your product, target market, and success metrics.
- Identify 3–5 potential manufacturers that specialize in your category and region or offer the most compatible capabilities.
- Request capability briefs and conduct virtual or in-person discovery calls to assess fit.
- Issue a formal RFP with a clearly defined sample plan and cost structure.
- Review samples, perform FAI, and conduct a pilot with one preferred partner.
- Finalize the long-term agreement focusing on quality, lead times, and sustainable practices.
High-quality apparel manufacturing is a strategic lever for your brand. By prioritizing capability, reliability, and ethical practices, you position your business to scale gracefully while maintaining the standards your customers expect.
Ready to start identifying top-rated clothing manufacturers for your brand? Gather your specs, assemble your shortlist, and begin with a well-structured RFP. Your next collection could depend on it.