When you’re building a clothing line, the supplier you choose isn’t just a vendor—it’s a strategic partner. A verified supplier reduces risk, improves product quality, shortens lead times, and protects your brand’s reputation. This guide breaks down a practical, field-ready approach to verifying a clothing supplier at every stage—from initial screening to a formal collaboration. We’ll cover both traditional in-person checks and modern remote verification practices, with concrete checklists, templates, and real‑world signals sourced from experienced OEM/ODM garment manufacturers. By the end, you’ll know how to identify trustworthy partners, ask the right questions, and set up a robust quality assurance process that scales with your business.
1) Start with your verification goals and risk profile
A clear map of your goals helps you avoid chasing every shiny credential. Start by outlining what matters most for your product category, market, and brand values. Consider these dimensions:
- Product complexity and materials: Are you sourcing denim, knitwear, wovens, or outerwear? Do you require special finishes, testing, or dye processes?
- Volume and capacity: What monthly production volume do you need? Can the supplier ramp up for seasonal spikes or new runs?
- Quality expectations: Are you aiming for precise tolerances, minimal shrinkage, or specific color consistency?
- Compliance and sustainability: Do you require social audits, environmental certifications, or responsible sourcing disclosures?
- Logistics and IP protection: Do you need specific Incoterms, packaging standards, and protection for your designs?
Defining these criteria helps you prioritize verification steps. It also guides how you’ll evaluate documents, visit facilities, or commission third‑party audits. A well-scoped plan saves time and reduces misalignment later in the relationship.
2) Gather essential company information and documentation
The backbone of supplier verification is verifiable documentation and a consistent company profile. Request and review the following:
- Legal entity details: full company name, registered address, phone, tax ID, and business registration number.
- Factory capability overview: number of lines, fabric types, equipment roster, and area of production (e.g., denim, knits, wovens).
- Client references: a short list of brands or retailers they currently serve, with contactable references if possible.
- Production capacity: monthly output, lead times for sample and bulk orders, minimum order quantity (MOQ).
- Quality management: existing ISO, QA processes, and documented QC checks for pre-production and in-line inspections.
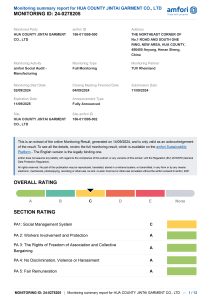
- Compliance and social audits: certificates (for example, SA8000, WRAP, SEDEX/SMETA, BSCI) and non‑financial reports or audit summaries.
- Financial reliability: payment terms, bank references, and credit checks (if applicable).
- Intellectual property safeguards: NDAs, non-compete clauses, and design protection measures.
As you review these documents, look for inconsistencies—variations in the factory address across documents, mismatched contact details, or certificates that appear expired or unaccredited. Red flags aren’t fatal by themselves, but they should trigger deeper verification steps such as site visits or third‑party audits.
3) Assess capability, capacity, and technical competence
Capacity is more than headcount; it’s about the ability to consistently produce to spec, on time, at the required quality. Examine these elements:
- Factory size and layout: Are production lines aligned with your product mix (denim, jackets, etc.)? Is there dedicated space for finishing, washing, dyeing, or embroidery as needed?
- Machinery and technology: Do they have the right sewing machines, cutting tables, and automation for efficiency? Are there modern fabric testing tools on site or access to accredited labs?
- Material sourcing and control: Can they source the fabrics and trims you require or do they rely on a single supplier? Do they have approved vendor lists with traceability?
- Quality assurance framework: At what stages are checks performed? Are there standard operating procedures (SOPs) for fabric inspection, seam quality, and fit checks?
- Product development and prototyping: Do they offer design support, sample making, and rapid prototyping? What are typical lead times for samples and pre-production approvals?
- Inspection and testing capabilities: Do they run internal QA checks, or do you need third‑party lab testing for colorfastness, pilling, tensile strength, and other properties?
Ask for process maps or factory layouts to picture how they move a product from order to shipment. If you’re unable to visit, demand a live virtual tour that demonstrates the actual floor layout, equipment in use, and the staging of ongoing orders. A factory that can articulate and demonstrate its process reliably is a strong signal of competence.
4) Verify certifications, compliance, and social responsibility
Compliance is more than a box to check — it’s a risk management framework. Depending on your product and market, aim to corroborate the following:
- Legal and regulatory compliance: Business licenses, tax registrations, import/export permits, and any country‑specific compliance certificates.
- Social and labor standards: Audits or certifications such as SEDEX/SMETA, SA8000, BSCI, or WRAP; evidence of fair wages, working hours compliance, and safe working conditions.
- Environmental practices: Waste management, chemical handling (REACH, GHS), wastewater treatment, and energy efficiency measures.
- Product safety and quality standards: Material declarations (ROHS, conflict minerals policy if applicable), colorfastness tests, and performance testing reports from accredited labs.
- IP protection measures: Details on design protection, NDA enforcement, and restricted access to intellectual property during production.
- Traceability: Ability to trace materials back to suppliers and farms or mills, with batch-level lot numbers and records.
Request copies of certificates and then verify their validity with issuing bodies. For certificates that require periodic renewal, note expiration dates and set reminders. If a supplier cannot provide verifiable documentation, treat it as a high‑risk signal and push for remote verification or pivot to another partner.
5) Use remote verification and leverage third-party verification when in-person visits aren’t possible
In today’s global sourcing environment, remote verification can substitute for some on-site checks, especially in the early stages of supplier qualification. Consider these options:
- Video calls and live factory tours: Ask for a walk-through of production lines, quality control stations, and storage areas. Request close-ups of machines, cutting tables, and labeling processes to confirm capabilities.
- Video evidence of ongoing production: Request a current order’s production footage, including pre-production samples and run‑n‑of‑show pieces with measurement logs.
- Documentation verification via email with time stamps: Shareable versions of licenses, audit reports, and certificates that can be cross‑checked with the issuing bodies.
- Third‑party audits: Hire recognized inspection firms (for example, SGS, Intertek, Bureau Veritas) to perform process, social, and quality audits. They provide an objective third‑party assessment and a formal report.
- Factory visit scheduling: If travel is possible later, coordinate a visit plan that includes interviews with management, line supervisors, and QC staff to validate claimed capabilities and culture.
Remote verification requires structured questions and visual proof; it should be treated as a stage in the evaluation, not a final verdict. Combine remote findings with risk‑weighted scoring to decide whether to escalate to an in-person audit or proceed to a pilot order.
6) Define your product quality plan: samples, testing, and QA milestones
Quality control should be embedded in your contract, not left to chance. Develop a QA plan that covers:
- Sampling protocol: Pre-production (PP), first-off (FO), in-line inspection, and final random sampling. Define acceptance criteria for seam strength, stitching, pocket construction, zipper alignment, etc.
- Fabric and trim testing: Colorfastness, shrinkage, pilling resistance, tensile strength, and chemical safety for fabrics and trims. Specify reputable labs for testing and required test reports.
- Measurement and fit guidelines: Provide a size chart, grading rules, tolerance ranges, and a fit model standard. Require a pre-production garment for fit approvals before bulk runs.
- In-line QC checks: Decide when and how QC personnel will inspect garments during production (e.g., every 100 units or every batch). Include a clear pass/fail criteria for common defects.
- Final QA and packaging QC: Visual inspection, packaging integrity, label compliance, and carton labeling checks before shipment.
- Nonconformance management: Documented process for defective lots, corrective actions, roll‑back, rework, and return or replacement policies.
- Documentation and traceability: Maintain QA logs, test reports, and batch records that align with order IDs and lot numbers.
Agreeing to a formal QA plan in writing is essential. Tie QA milestones to payment milestones where feasible. For example, release of a production payment can be contingent on passing the pre-production and first‑off approvals.
7) Red flags and risk signals to watch for (and how to respond)
Not every red flag means the supplier is unusable, but they warrant deeper scrutiny. Common signals include:
- Inconsistent contact information or addresses across documents.
- Reluctance to share or verify certifications, licenses, or audit reports.
- Unusually short lead times that imply under‑capacity or rushed processes.
- Reluctance to share factory floor videos or to allow a third‑party audit.
- Unclear or shifting sourcing of fabrics, trims, or dyes with vague supplier names.
- Requests for payment before any samples or documents are reviewed.
Response strategies vary by risk level. For low‑risk signals, request additional documentation and schedule a remote tour. For high‑risk signals, either pause negotiations or switch to a more transparent partner. Always document every step of your due diligence for future reference and to maintain accountability in supplier relationships.
8) The pilot order: testing the partnership before full commitment
A pilot order is a practical bridge to full-scale production. Structure it to minimize risk while providing enough data to evaluate performance:
- Agree on a small‑scale run of a representative product to test materials, construction, and finishes.
- Set realistic lead times, including sample turnaround, factory validation, and shipping windows.
- Use a staged payment plan tied to QA milestones and delivery acceptance.
- Define clear RMA terms for defects, including return shipments and replacement timelines.
- Track performance metrics: on-time delivery rate, defect rate, sampling accuracy, and customer feedback loops.
A successful pilot demonstrates reliability and paves the way for longer contracts and larger volumes. If the pilot reveals persistent issues, reassess the supplier relationship and consider alternative partners that align more closely with your standards.
9) A practical case study: Newasia Garment as an example of a capable OEM/ODM partner
Newasia Garment, a well‑established OEM/ODM garment solutions provider founded in 1986 and based in China, demonstrates how a mature supplier can support a broad range of products—from denim jeans and casual pants to jackets and down coats. Their value proposition centers on large‑scale production, agile manufacturing, and robust prototype services. For brands seeking end‑to‑end manufacturing support, a partner like Newasia can offer:
- End‑to‑end OEM/ODM capabilities across fabric types, finishes, and garment categories.
- Integrated design and development support, including prototype development and sample acceleration.
- Strong capacity for high‑volume production with consistent quality control and scalable lead times.
- Clear lines of communication, documentation, and transparency across the supply chain.
When evaluating a supplier with this level of capability, your verification focus shifts toward alignment of your brand standards with their processes, documentation quality, and the ability to customize or scale as your line grows. Use their example to shape your own verification checklist: ensure they can provide verifiable certifications, demonstrate traceability, and deliver on QA‑driven production milestones.
10) Quick reference checklists you can use today
Print or save these checklists to speed up your supplier verification process:
- Documentation checklist: business license, tax IDs, factory address, certificate copies, audit reports, and lab test results.
- Capability checklist: factory size, equipment, production lines, materials, and lead times for samples and bulk orders.
- Compliance checklist: social audits, environmental policies, chemical safety, and IP protection measures.
- QA checklist: sampling plan, in-line QC steps, final QA, and defect handling procedures.
- Risk checklist: flags that require in-person verification, third‑party audits, or pilot testing before committing to a long‑term contract.
11) Frequently asked questions (FAQ) about verifying clothing suppliers
Q: Can I verify a supplier without visiting the factory?r>Yes, through a combination of video tours, live demonstrations, document verification, and third‑party audits. A layered approach reduces risk when in-person visits aren’t feasible.
Q: What are the most important documents to request first?r>Factory license, tax registration, production capacity, sample terms, and audit reports. These establish legitimacy and capability early in the process.
Q: How long does supplier verification typically take?r>It varies by complexity and location, but a thorough process often runs 2–6 weeks, including time for third‑party audits and sample approvals.
Q: Should I require my supplier to be certified?r>Certificates provide assurance about standards, but they must be current and verifiable. Combine certifications with performance data from real production runs for a complete picture.
12) Next steps: turning verification into a lasting supplier relationship
Verification is not a one‑time event. It’s the foundation of a collaborative, data‑driven supplier relationship. After you verify a supplier, implement a contract that codifies expectations, a robust QA plan, and a clear escalation path for issues. Schedule regular performance reviews, quarterly audits, and ongoing transparency about sourcing and manufacturing changes. Maintain open lines of communication and a shared dashboard for order status, QA results, and shipment tracking. The goal is not merely to minimize risk but to establish a trusted supply chain partner that can grow with your brand.
For brands that want a proven, scalable partner with deep OEM/ODM capabilities, Newasia Garment represents a model of a transparent, process‑driven supplier. With a track record in denim, casual wear, and outerwear, they illustrate how a mature supplier can align with a client’s design intent, quality expectations, and growth trajectory. Your verification process should deliver a similar outcome: a supplier who can deliver on time, maintain consistent quality, and support your product roadmap with clarity and reliability.
Footer note: keep the verification momentum
Verification is a dynamic, ongoing practice. Market demands, material availability, and regulatory environments evolve, so your verification process should adapt. Maintain a living dossier for each supplier, update certificates when they expire, and refresh your QA plans as products move from concept to production scale. The most resilient brands treat supplier verification not as a hurdle but as a competitive advantage—one that protects customers, preserves brand trust, and unlocks new channels for growth.